FrenchFrenchFrenchFrench
FrenchFrenchFrenchFrench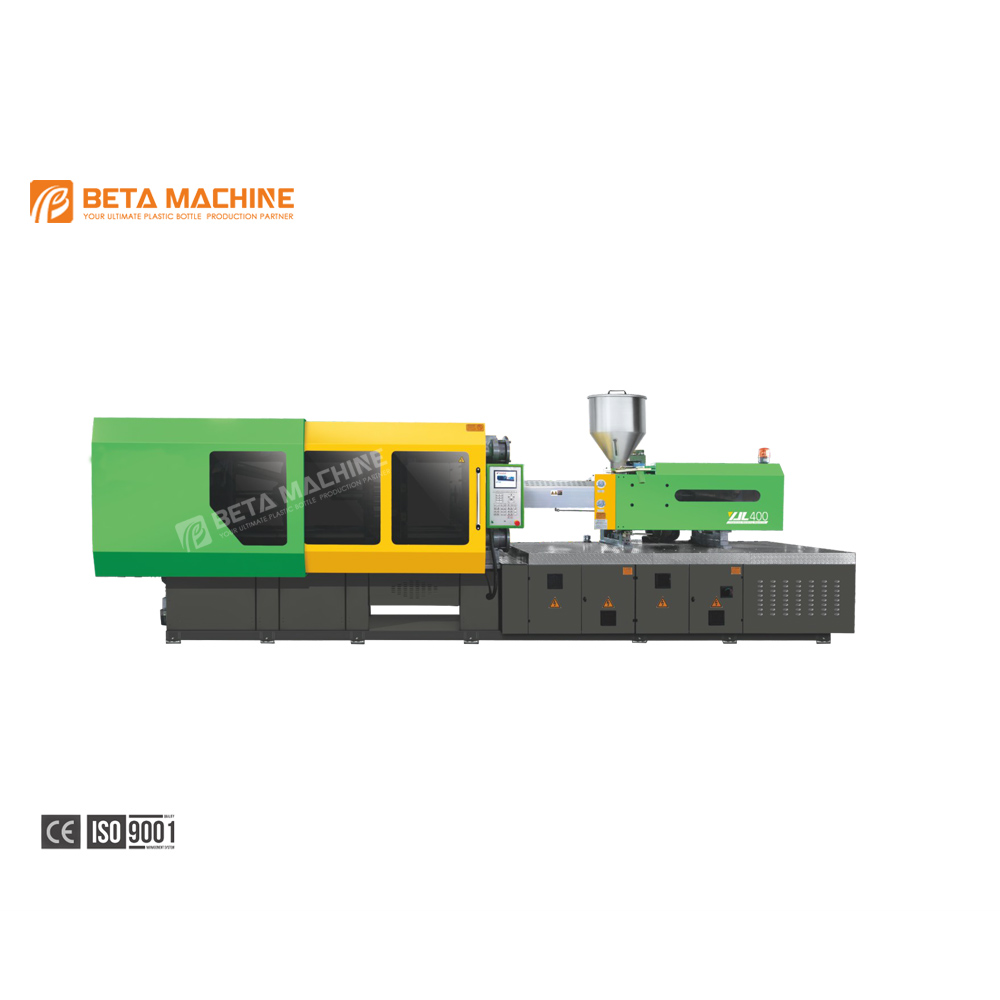





Presse à injecter plastique servo pour préformes PET, petits bouchons et capsules, fourniture directe usine
La presse à injecter est équipée d’un écran LCD haute définition offrant une image claire et prenant en charge les langues chinoise et anglaise, pour une utilisation plus conviviale. Elle dispose également d’un système de régulation de température PID en boucle fermée, assurant un contrôle thermique précis.
Pour assurer la sécurité, le poste de commande de la machine intègre deux dispositifs de protection. Le premier est axé sur la sécurité mécanique, garantissant la sécurité globale pendant le fonctionnement. Le second priorise la sécurité électrique, protégeant les opérateurs des dangers électriques potentiels. Ces mesures de sécurité sont mises en place pour privilégier le bien-être et la protection des opérateurs.

1. Groupe d’injection
1- La presse à injecter de la série UNiverse adopte une structure d’injection bicouche pour son groupe d’injection, équipée d’un cylindre d’injection à double tige saillante.
2- Cette conception est couramment utilisée sur les machines à haute vitesse et améliore considérablement la précision d’injection et la stabilité de chargement.
3- La structure de mouvement du groupe d’injection est équipée de tiges guide à haute rigidité et d’une structure à double cylindre pour le déplacement du chariot.
4- Cette conception prévient efficacement les fuites de matière lors de l’injection à haute vitesse et haute pression, ainsi que le chargement sous haute contre-pression.

2. Groupe de fermeture
1- La presse à injecter de la série UNiverse est équipée d’un groupe de fermeture à encoches en T, permettant des changements de moule rapides et efficaces.
2- Grâce à ses paramètres mécaniques impressionnants, la série UNiverse peut accueillir des moules de différentes tailles, offrant polyvalence et adaptabilité dans la fabrication.
3- La machine intègre une structure d’éjection européenne, simplifiant la maintenance du poussoir pour un entretien facile.
4- Par ailleurs, la série UNiverse est dotée d’un guide de fermeture prolongé et élargi, assurant un fonctionnement fluide et fiable de la machine tout au long du processus de moulage.

3. Système hydraulique
1- La presse à injecter intègre également une technologie d’entraînement avancée, améliorant son efficacité globale. Cette technologie réduit efficacement la consommation d’énergie et minimise les déchets, ce qui en fait une option plus respectueuse de l’environnement.
2- Par ailleurs, le plateau de valves hydrauliques de la machine est de conception modulaire, avec une disposition hydraulique optimisée. Cette conception permet de minimiser les pertes de pression et d’améliorer la réactivité durant le processus d’injection. Par conséquent, la machine réalise une moulage plus rapide et plus précis, augmentant la productivité et réduisant le gaspillage de matière.
3- Par ailleurs, la machine accorde la priorité à la protection de l’environnement en intégrant des fonctionnalités et technologies d’économie d’énergie. Ces mesures minimisent efficacement la consommation d’énergie et réduisent les émissions de carbone. Cela bénéficie non seulement à l’environnement, mais aussi à la réduction des coûts d’exploitation pour l’utilisateur.


4. Produits finaux